Know Your Product |
|
|
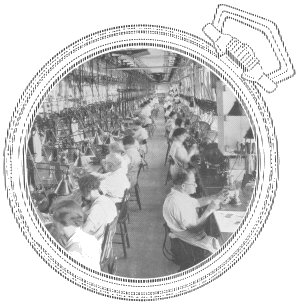
Part 3, The Train Department, The Watch Word, January 1936Joseph H. RandleEditor's Note - This is the third of a series of articles on the manufacture of a watch as conducted in the factory of The Elgin National Watch Company. It is our hope to acquaint our readers with the work of departments other than their own. |
|
||
|
The train of the watch consists of the various wheels and pinions by which power is created and transmitted. The work of the train department may be grouped into four general divisions, one having to do with the pinions, one with the wheels, one with the barrel and barrel heads, and the fourth with assembling, inspecting and groupmg. The barrel is the container of the mainspring. It is made of brass, as are the barrel heads and the various wheels. Barrel blanks are made from brass rods ten feet long, six to eight thousandths of an inch larger than the outside diameter of the teeth. The rod is fed into an automatic machine which cuts the brass off to the proper length, recesses the barrel, drills a hole in the center and leaves a ridge on the inner wall for the hook, to which the outer end of the mainspring is later attached. Teeth are next cut on the outer edge of the barrel, and it is turned off to the proper diameter and thickness and profiled. In profiling, all of the ridge that has been left on the inner wall by the automatic machine is cut off except for enough stock for the hook. This stock is cut into the shape of a hook and a hole is punched in the bottom of the barrel, near' the hook. One end of the brace of the mainspring extends through this hole and the other through a hole in the corresponding position in the barrel head, and this is used as a means to assist the hook in holding the outer end of the mamspnng. |
|
|||
|
The barrel heads are trimmed off to proper thickness, the barrel arbor hole cut to proper diameter, and the proper endshake and side shake allowed, and both the barrels and barrel heads sent to the Gilding department for plating. They are returned to the spring job, the mainspring attached and oiled and the "power plant" of the watch is ready for action. A pinion is a sted shaft or axle for a wheel and contains teeth or leaves which enmesh with the teeth of wheel other than the ol}e for which it serves as the axle, and thus transmits power the same af the gears in any machine. For ease in understanding this discussion it is well to note that in each case a pinion serves as the axle for the corresponding wheel, for example, the center pinion for the center wheel, the third pinion for the third wheel, the escape pinion for the escape wheel, etc. The various pinions are roughed out and pointed by a group of automatic machines, each kind of pinion going into a different machine. A long rod of steel wire is fed into the machine, which automatically measures the necessary length and cuts off the piece to the proper size, then roughs out the various shoulders and puts points on the ends. These points are left on the pinions temporary because in passing through the next automatics they are held in centers instead of chucks. Next, the teeth are cut into the pinions. This is done in machines which also round out the teeth so there will be a minimum of friction when they enmesh with other teeth. When the teeth have been cut in, the pinions go to other automatic machines, where they undergo their final turning. They are loaded into a revolving magazine, and the machine automatically takes a pinion from this magazine, does its work and puts the pinion back in its proper place in the magazine. When all of the pinions in a magazine have had their final turning, the machine automatically stops. The escape pinions are blanked out of four foot lengths of wire, the teeth are cut and sent back to the automatics job for final finishing turning. They are then hardened and tempered, the teeth polished and the leaves are carefully checked and inspected for shape. The pivots are polished and gauged, the limitations being .00005 plus or minus. Extreme care is taken in this work to insure the finest workmanship as this is the very heart of the watch. The pallet arbors are one of the smallest parts that go into the watch. They are so tiny they look like dust, and yet each one is perfect, having an over all length of .0047 of an inch, an outside diameter of .0015 of an inch, and a thread of 360 to one inch. Fifty thousand of these are made from a pound of wire and it takes over twenty thousand to fill an ordinary thimble. In making these arbors, wire is fed into the automatic machines in four foot lengths and it is threaded and turned complete in one operation. Because of their minuteness, great care must be exercised in the washing and separating of the chips from this small work. From here the pinions are taken to the heat treating room where they undergo a hardening process. They are then returned to the Train department, and the barrel arbor, center staff and center pinion are put in receptacles and cemented into blocks with a composition of bees' wax and resin. Then both ends of all in one block are jogged off by placing them aginst a revolving emery wheel. Both ends of each the third and fourth and escape pinions and the pallet arbor are stoned on oil stone to burnish them off. The wheels are received in blank form and stacked on the arbor of a machine until they take the appearance of a solid piece of metal. Then a cutter descends and cuts a tooth in all the pieces of the stack at one time. The arbor, which is controlled by an index, is turned to the proper distance, the cutter ascends, then descends again and cuts another tooth in all the wheels, and so on. In making the setting and intersetting wheels, following the boring of the hole to a standard size, they undergo a heat treating process and are blocked up for end grinding and polishing. The teeth are polished, checked for shape and finish, and gauged. After the hour wheels are gauged for diameter-three ten thousands of an inch being the outside limits-the hub is burnished in. They are now ready for the finishing turning and this is all done at one chucking; one cutter going through for hole size, one going over the outside for diameter, one for finishing the hub length, and still another cutter comes up to countersink the back. Thus, all the turnings are concentric. The wheels are then nickel plated. The minute wheel is handled very similar to the hour wheel. They are cut in stacks, the hole punched and shaved tv confirm with the outside diameter of the teeth, inspected, nickel plated and fitted to the pinion. After the pinions have been fitted to the wheels, the pivots are gauged for diameter and the wheels trued for truth in roundness and flatness. They are then grouped in families according to size and sent to the Assembling department. |
||||
|
||||
|
|
||||
|
|
|
|||
|
|
||||
Comments to jsexton@elgintime.com

 More
More